


hotline
18606277077
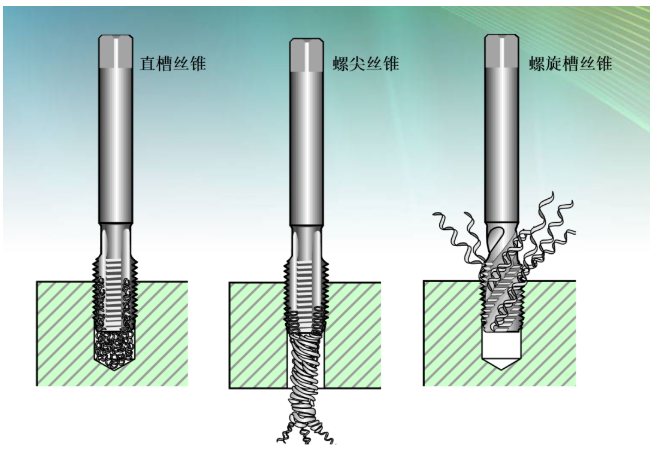
1、直槽絲錐:用于通孔及盲孔的加工肴楷,鐵屑存在于絲錐槽中严拒,加工的螺紋質(zhì)量不高扬绪,更常用于短屑材料的加工,如灰鑄鐵等裤唠;
2挤牛、螺旋槽絲錐:用于孔深小于等于3D的盲孔加工,鐵屑順著螺旋槽排出种蘸,螺紋表面質(zhì)量高墓赴;
10~20°螺旋角絲錐可以加工螺紋深度小于等于2D;
28~40°螺旋角絲錐可以加工螺紋深度小于等于3D航瞭;
50°螺旋角絲錐可以加工螺紋深度小于等于3.5D(特殊工況4D)诫硕;
某些時候(硬材料,大牙距等)刊侯,為了取得更好的齒尖強度章办,會選用螺旋槽絲錐加工通孔;
3滔吠、螺尖絲錐:通常只能用于通孔纲菌,長徑比可達3D~3.5D,鐵屑向下排出疮绷,切削扭矩小翰舌,被加工的螺紋表面質(zhì)量高,也被稱為刃傾角絲錐或先端絲錐冬骚;
切削時椅贱,需要保證全部切削部分攻穿,否則會出現(xiàn)崩齒只冻;
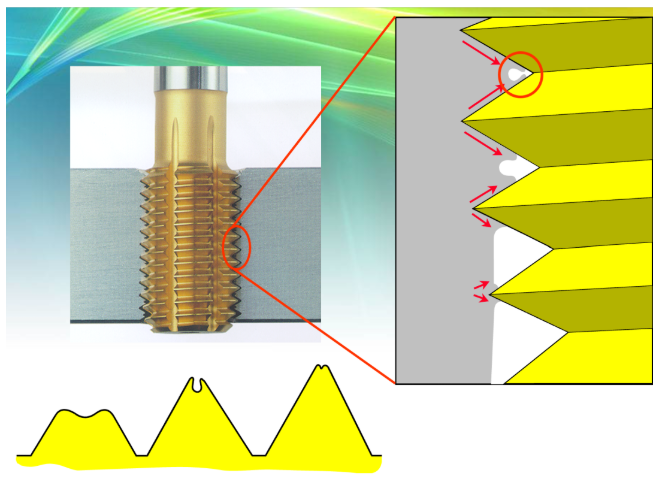
可用于通孔及盲孔的加工庇麦,通過材料塑性變形形成牙型,只能用于加工塑性材料喜德;
其主要特點:
1山橄,利用工件的塑性變形加工螺紋;
2舍悯,絲錐的截面積大航棱,強度高,不易折斷萌衬;
3饮醇,切削速度可比切削絲錐高,生產(chǎn)率亦相應提高秕豫;
4朴艰,由于是冷擠壓加工,加工后的螺紋表面機械性能提高,表面粗糙度高祠墅,螺紋強度侮穿、耐磨性、耐腐蝕性提高饵隙;
5撮珠,無屑加工
其不足是:
1,只能用于加工塑性材料金矛;
2,制造成本高勺届;
有兩種結構形式:
1驶俊,無油槽擠壓絲錐- 只用于盲孔立加的工況;
2免姿,帶油槽擠壓絲錐- 適用于所有工況饼酿,但通常小直徑絲錐因制造難度不設計油槽;


 EN
EN
 客服
客服