歡迎您來(lái)到速豹精密工具官網(wǎng)贰盗!
微信關(guān)注 | 站點(diǎn)地圖 |  EN
EN
 ENEN
ENEN


hotline
18606277077
當(dāng)采用不同尺寸的刀具加工同一輪廓尺寸的零件,或同一名義尺寸的刀具因換刀重調(diào)、磨損以及切削力使工件堵泽、刀具修己、機(jī)床變形引起工件尺寸變化時(shí),為加工出合格的零件,必須進(jìn)行刀具位置補(bǔ)償。
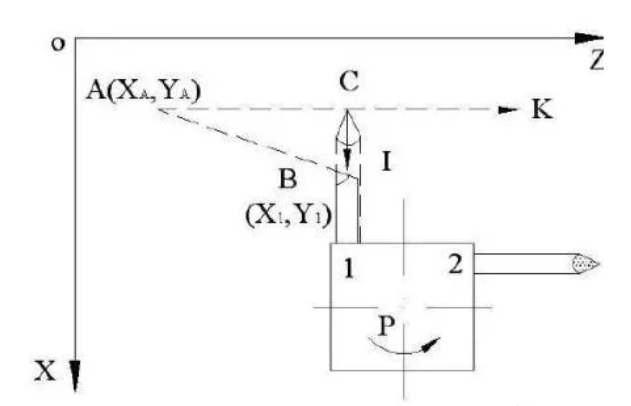
如圖所示迎罗,車床的刀架裝有不同尺寸的刀具睬愤。設(shè)圖示刀架的中心位置為各刀具的換刀點(diǎn),并以1號(hào)刀具的刀尖B點(diǎn)為所有刀具的編程起點(diǎn)佳谦。
當(dāng)換2號(hào)刀具加工時(shí)戴涝,2號(hào)刀具的刀尖在C點(diǎn)位置,要想運(yùn)用A、B兩點(diǎn)的坐標(biāo)值來(lái)實(shí)現(xiàn)從C點(diǎn)到A點(diǎn)的運(yùn)動(dòng)啥刻,就必須知道B點(diǎn)和C點(diǎn)的坐標(biāo)差值奸鸯,利用這個(gè)差值對(duì)B到A的位移量進(jìn)行修正,就能實(shí)現(xiàn)從C到A的運(yùn)動(dòng)可帽。

從以上分析可以看出娄涩,數(shù)控系統(tǒng)進(jìn)行刀具位置補(bǔ)償,就是用刀補(bǔ)值對(duì)刀補(bǔ)建立程序段的增量值進(jìn)行加修正映跟,對(duì)刀補(bǔ)撤銷段的增量值進(jìn)行減修正蓄拣。
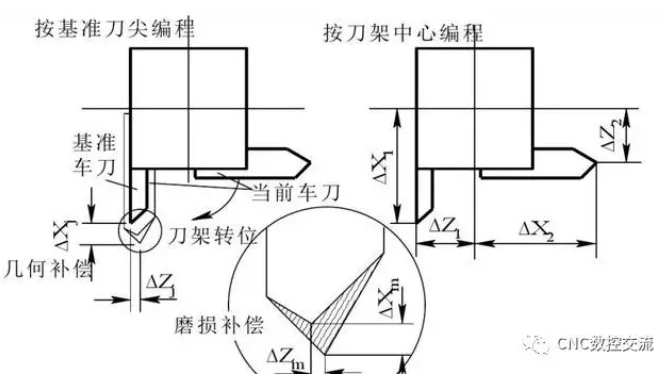
這里的1號(hào)刀是標(biāo)準(zhǔn)刀,我們只要在加工前輸入與標(biāo)準(zhǔn)刀的差I(lǐng)努隙、Ks就可以了,想學(xué)習(xí)UG編程在QQ群304214709可以給你幫助球恤,學(xué)習(xí)指導(dǎo),在這種情況下荸镊,標(biāo)準(zhǔn)刀磨損后咽斧,整個(gè)刀庫(kù)中的刀補(bǔ)都要改變。
為此躬存,有的數(shù)控系統(tǒng)要求刀具位置補(bǔ)償?shù)幕鶞?zhǔn)點(diǎn)為刀具相關(guān)點(diǎn)张惹。因此,每把刀具都要輸入I岭洲、Ko,其中I宛逗、K,是刀尖相對(duì)刀具相關(guān)點(diǎn)的位置差。
(1)不具備刀具半徑補(bǔ)償功能的系統(tǒng)補(bǔ)償
在通常的編程中盾剩,將刀尖看作是一一個(gè)點(diǎn)雷激,然而實(shí)際數(shù)控切削加工中為了提高刀尖的強(qiáng)度,降低加工表面粗糙度彪腔,刀尖處成圓弧過(guò)渡刃侥锦。在切削內(nèi)孔、外圓及端面時(shí)德挣,刀尖圓弧不影響其尺寸恭垦、形狀,但在切削錐面和圓弧時(shí)格嗅,則會(huì)造成過(guò)切或少切現(xiàn)象番挺。
此時(shí)可以用刀尖半徑補(bǔ)償功能來(lái)消除誤差。
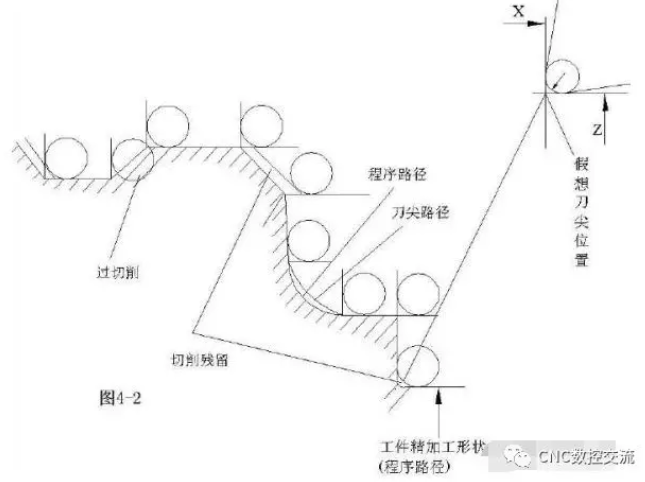
簡(jiǎn)易數(shù)控系統(tǒng)不具備半徑補(bǔ)償功能屯掖,因此玄柏,當(dāng)零件精度要求較高且又有圓錐或圓弧表面時(shí),要么按刀尖圓弧中心編程贴铜,要么在局部進(jìn)行補(bǔ)償計(jì)算粪摘,來(lái)消除刀尖半徑引起的誤差瀑晒。
1)按假想刀尖編程加工錐面
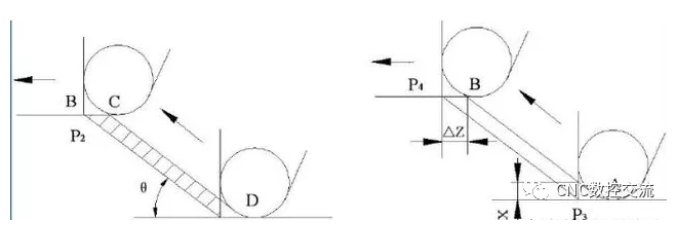
數(shù)控車床總是按“假想刀尖”點(diǎn)來(lái)對(duì)刀,使刀尖位置與程序中的起刀點(diǎn)(或換刀點(diǎn))重合徘意。所謂假想刀尖如圖3-73所示苔悦,b為圓頭車刀,P點(diǎn)為圓頭刀假想刀尖椎咧,相當(dāng)于a圖中尖頭刀的刀尖點(diǎn)玖详。
若假想刀尖加工如圖3-74所示工件輪廓AB移動(dòng),即P,P與AB重合勤讽,并按AB尺寸編程蟋座,則必然產(chǎn)生圖a中欠切的區(qū)域ABCD,造成殘留誤差。因此按圖b所示脚牍,使車刀的切削點(diǎn)移至AB,并沿AB移動(dòng)向臀,從而可避免殘留誤差,但這時(shí)假想刀尖軌跡P,P與輪廓在X方向和Z方向分別產(chǎn)生誤差A(yù)X和NZ莫矗。
2)按假想刀尖編程加工圓弧
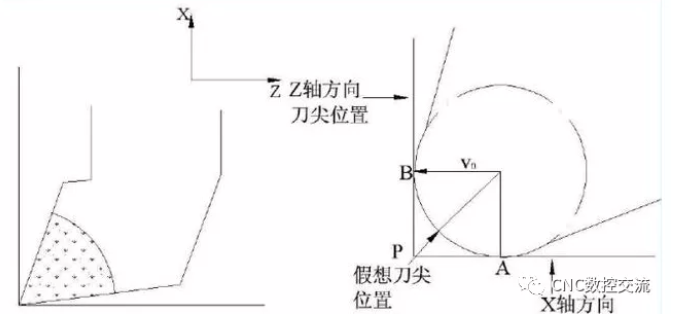
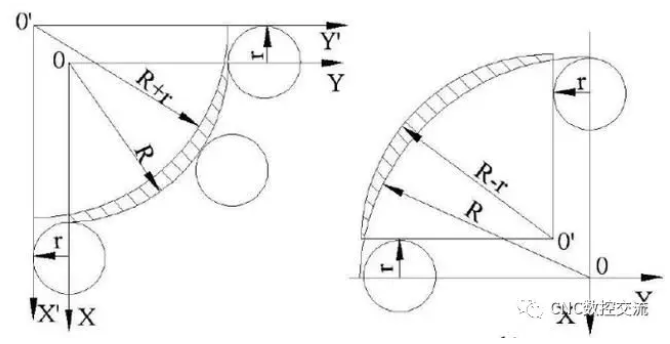
如果按假想刀尖編程車削半徑為R的凸凹圓弧表面AB時(shí)飒硅,會(huì)出現(xiàn)如圖3-75所示的情況。圖中(a) 為車削半徑為R的凸圓弧作谚,由于r的存在,則刀尖P點(diǎn)所走的圓弧軌跡并不是工件所要求的圓弧形狀庵芭。
其圓心為“O”妹懒,半徑為“R+r”,此時(shí)編程人員仍按假想刀尖P點(diǎn)進(jìn)行編程,不考慮刀尖圓弧半徑的影響双吆,即粗實(shí)線輪廓應(yīng)按圖中虛實(shí)線參數(shù)進(jìn)行編程眨唬。但要求加工前應(yīng)在刀補(bǔ)拔碼盤上給z向和x向分別加一個(gè)補(bǔ)償量r。同理好乐,在切削凹圓弧匾竿,如圖3-75 (b)時(shí),則在x向和z向分別減一個(gè)補(bǔ)償量r蔚万。
3)按刀尖圓弧中心軌跡編程
不具備刀具半徑補(bǔ)償功能的數(shù)控系統(tǒng)岭妖,除按假想刀尖軌跡數(shù)據(jù)編程外,還可以按刀心軌跡編程反璃。
上一個(gè):速豹車刀片 WNMG080408-S,牛掰了下一個(gè):金屬零件你知道,但你會(huì)選擇加工材料嗎梧田?

 客服
客服